Тиски — одно из фундаментальных зажимных приспособлений в металлообработке и машиностроении. Они обеспечивают надёжную фиксацию заготовки или детали при выполнении слесарных операций (опиловка, рубка, правка, гибка, нарезание резьбы) и станочной обработки (фрезерование, сверление, шлифование). Несмотря на внешнюю простоту, тиски — это прецизионный инструмент: точность плоскостности и параллельности губок, усилие зажима и жёсткость корпуса напрямую влияют на качество обработки и безопасность работы.
В нашем каталоге тиски разделены на два принципиально разных типа по назначению и конструкции: слесарные — для ручных операций на верстаке, и станочные — для закрепления заготовок на столе металлорежущего станка.
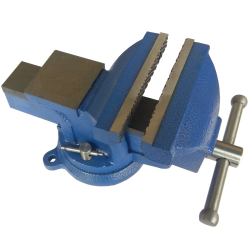
Слесарные тиски устанавливаются стационарно на слесарный верстак и предназначены для удержания металлических, деревянных и пластиковых заготовок в процессе ручной обработки. Основные конструктивные элементы — неподвижная и подвижная губки из легированного чугуна или стали, ходовой винт с прямоугольной или трапецеидальной резьбой, поворотное или неподвижное основание.
Поворотные слесарные тиски имеют основание с возможностью горизонтального поворота на 360° и фиксацией в любом положении — это позволяет разворачивать заготовку к мастеру под удобным углом без её перезажима. Незаменимы при разметочных, опиловочных и сборочных работах, где деталь нужно обрабатывать с нескольких сторон. Неповоротные тиски имеют жёстко закреплённое основание, что обеспечивает максимальную жёсткость при ударных нагрузках — рубке, правке, клёпке.
Ключевые параметры при выборе слесарных тисков: ширина губок (определяет максимальный размер заготовки в плане), максимальное раскрытие (глубина зажима), масса (чем тяжелее — тем устойчивее при ударной нагрузке), наличие наковальни на задней части корпуса для правки и рихтовки.
Губки рабочей поверхности выполняются с насечкой или рифлением для надёжного захвата детали. Для работы с мягкими материалами (алюминий, медь, пластик) или с чисто обработанными поверхностями используются сменные накладные губки — мягкие вставки из алюминия, меди или полимера, которые не оставляют следов на заготовке.
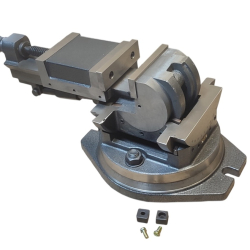
Станочные тиски — это точное зажимное приспособление для установки на стол фрезерного, сверлильного или шлифовального станка. В отличие от слесарных, они имеют строго нормированную геометрию: плоскостность и параллельность рабочих поверхностей, перпендикулярность подвижной губки к основанию — всё это выдерживается в допусках, обеспечивающих точность позиционирования заготовки на уровне 0,01–0,05 мм.
Основание станочных тисков имеет пазы или отверстия под крепёжные болты с Т-образными гайками, соответствующие стандартным Т-образным пазам столов фрезерных и сверлильных станков (ширина паза 12, 14 или 18 мм). Шпиндель привода губок — с трапецеидальной резьбой высокой точности. Тело корпуса — высокопрочный серый или модифицированный чугун, обеспечивающий виброгашение и стабильность размеров.
По типу привода станочные тиски подразделяются на ручные (классический маховик или рукоятка) и пневматические (быстрый зажим от сжатого воздуха при давлении 5–6 бар — незаменимы в серийном производстве, где скорость переналадки критична). По конструкции различают стандартные параллельные тиски, поворотные (с регулируемым углом в горизонтальной плоскости), угловые и самоцентрирующиеся с симметричным сближением обеих губок от центра.
Ключевые параметры при выборе станочных тисков: ширина губок (соответствует типоразмеру стола станка и размерам заготовок), максимальное раскрытие губок, высота фиксации заготовки над столом (важно для обеспечения достаточного вылета инструмента), ширина и расположение крепёжных пазов (должны совпадать с пазами стола вашего станка), тип привода.
Это принципиально разные инструменты, которые не взаимозаменяемы. Слесарные тиски крепятся к верстаку болтами насквозь и рассчитаны на ручное усилие оператора. Станочные тиски устанавливаются на стол станка через Т-пазы и должны выдерживать усилия резания — значительно бо́льшие и направленные иначе, чем при ручной обработке. Попытка использовать слесарные тиски на фрезерном станке приведёт к потере точности, повреждению детали и угрозе травмы. Станочные тиски на верстаке работают корректно, но избыточны по стоимости и неудобны в обращении для ручных операций.
Корпус качественных тисков любого типа изготавливается из серого чугуна СЧ20 или модифицированного чугуна с повышенной прочностью и твёрдостью рабочих поверхностей. Ходовой винт — из легированной стали с закалкой и шлифованной резьбой. Отдельные модели имеют антикоррозионное покрытие или фосфатирование корпуса для защиты от ржавчины в условиях влажного производственного цеха.
Слесарные тиски в СССР производились по ГОСТ 4045-75, станочные машинные тиски — по ГОСТ 16518-96. Современные изделия ориентируются на эти или аналогичные международные стандарты, определяющие допуски на геометрию, усилие зажима и качество обработки рабочих поверхностей.
Компания «Сплав» специализируется на профессиональном металлорежущем инструменте и станочной оснастке. Тиски в нашем каталоге складские позиции с актуальными остатками, без предзаказа. На весь ассортимент действует скидки, при каждом заказе начисляется кешбэк. Минимальная сумма заказа - 300 грн, доставка по всей Украине. По вопросам подбора тисков под конкретный станок или верстак - звоните: +38 067 579 8930.