 | Тиски лекальные прецизионные L губок 125 мм, серия QGG125 OTTIMO Доступно: 2шт. Арт. SP-55460 | 14682 ₴-2447₴ 12235 ₴ |
| | Тиски лекальные прецизионные L губок 125 мм, серия QGG125A OTTIMO Доступно: 2шт. Арт. SP-55461 | 17394 ₴-2899₴ 14495 ₴ |
 | Тиски станочные глобусные поворотные L губок 100 мм, серия QHK100 OTTIMO Доступно: 15шт. Арт. SP-51642 | 6610 ₴-1102₴ 5508 ₴ |
| | Тиски станочные глобусные поворотные L губок 125 мм, серия QHK125 OTTIMO Доступно: 14шт. Арт. SP-51643 | 9651 ₴-1609₴ 8042 ₴ |
| | Тиски станочные глобусные поворотные L губок 125 мм, серия QHK-L125 (раскрытие 140 мм) OTTIMO Доступно: 1шт. Арт. SP-52293 | 9651 ₴-1609₴ 8042 ₴ |
| | Тиски станочные глобусные поворотные L губок 160 мм, серия QHK160 OTTIMO Доступно: 7шт. Арт. SP-48621 | 13400 ₴-2234₴ 11166 ₴ |
| | Тиски станочные глобусные поворотные L губок 160 мм, серия QHK160 Доступно: 1шт. Арт. SP-48903 | 13400 ₴-2234₴ 11166 ₴ |
 | Тиски станочные глобусные трехповоротные L губок 100 мм, серия QW100 OTTIMO Доступно: 2шт. Арт. SP-55385 | 18035 ₴-3006₴ 15029 ₴ |
| | Тиски станочные глобусные трехповоротные L губок 125 мм, серия QW125 OTTIMO Доступно: 2шт. Арт. SP-55386 | 20304 ₴-3384₴ 16920 ₴ |
 | Тиски станочные двузажимные с угловой блокировкой L губок 160 мм, серия Q93-160 OTTIMO Доступно: 5шт. Арт. SP-52295 | 16391 ₴-2732₴ 13659 ₴ |
 | Тиски станочные для зажима цилиндр. деталей L губок 100 мм Q62V100 OTTIMO Доступно: 7шт. Арт. SP-52296 | 13137 ₴-2190₴ 10947 ₴ |
 | Тиски станочные для сверлильных станков неповоротные L губок 75 мм серия Q19 OTTIMO Доступно: 3шт. Арт. SP-54392 | 1086 ₴-181₴ 905 ₴ |
| | Тиски станочные для сверлильных станков неповоротные L губок 75 мм, серия Q19-75 (раскрытие 50 мм) OTTIMO Доступно: 2шт. Арт. SP-55395 | 1086 ₴-181₴ 905 ₴ |
| | Тиски станочные для сверлильных станков неповоротные L губок 100 мм, серия Q19-100 OTTIMO Доступно: 15шт. Арт. SP-49946 | 1168 ₴-195₴ 973 ₴ |
| | Тиски станочные для сверлильных станков неповоротные L губок 125 мм, серия Q19-125 OTTIMO Доступно: 25шт. Арт. SP-49947 | 1382 ₴-231₴ 1151 ₴ |
| | Тиски станочные для сверлильных станков неповоротные L губок 150 мм, серия Q19-150 OTTIMO Доступно: 15шт. Арт. SP-51644 | 2237 ₴-373₴ 1864 ₴ |
| | Тиски станочные для сверлильных станков неповоротные L губок 200 мм, серия Q19-200 Доступно: 1шт. Арт. SP-46804 | 5147 ₴-858₴ 4289 ₴ |
| | Тиски станочные для сверлильных станков неповоротные L губок 200 мм, серия Q19-200 OTTIMO Доступно: 2шт. Арт. SP-49948 | 3848 ₴-642₴ 3206 ₴ |
 | Тиски станочные для сверлильных станков синусные L губок 75 мм, серия QKD75 OTTIMO Доступно: 1шт. Арт. SP-55387 | 2352 ₴-392₴ 1960 ₴ |
| | Тиски станочные для сверлильных станков синусные L губок 100 мм, серия QKD100 Доступно: 2шт. Арт. SP-46806 | 4604 ₴-768₴ 3836 ₴ |
| | Тиски станочные для сверлильных станков синусные L губок 100 мм, серия QKD100 OTTIMO Доступно: 6шт. Арт. SP-48622 | 4144 ₴-691₴ 3453 ₴ |
 | Тиски станочные координатные с 2-мя суппортами неповоротные L губок 125мм, серия Q97-125 OTTIMO Доступно: 1шт. Арт. SP-55390 | 6117 ₴-1020₴ 5097 ₴ |
| | Тиски станочные координатные с 2-мя суппортами неповоротные L губок 150мм, серия Q97-150 OTTIMO Доступно: 2шт. Арт. SP-55391 | 8122 ₴-1354₴ 6768 ₴ |
| | Тиски станочные координатные с 2-мя суппортами неповоротные L губок 200 мм, серия Q97-200 OTTIMO Доступно: 2шт. Арт. SP-55392 | 9750 ₴-1625₴ 8125 ₴ |
 | Тиски станочные модульные прецизионные L губок 200 мм, серия GT200D OTTIMO Доступно: 2шт. Арт. SP-55452 | 58823 ₴-9804₴ 49019 ₴ |
| | Тиски станочные модульные прецизионные L губок 300 мм, серия GT300B OTTIMO Доступно: 1шт. Арт. SP-55453 | 85966 ₴-14328₴ 71638 ₴ |
| | Тиски станочные модульные прецизионные L губок 300 мм, серия GT300C OTTIMO Доступно: 1шт. Арт. SP-55454 | 92772 ₴-15462₴ 77310 ₴ |
 | Тиски станочные прецизионные неповоротные L губок 125 мм, серия QM16-125 Fiхed OTTIMO Доступно: 10шт. Арт. SP-48623 | 6248 ₴-1042₴ 5206 ₴ |
| | Тиски станочные прецизионные неповоротные L губок 160 мм (Amax=200 мм), серия QM16-160 Fixed OTTIMO Доступно: 1шт. Арт. SP-55399 | 8090 ₴-1349₴ 6741 ₴ |
| | Тиски станочные прецизионные неповоротные L губок 160 мм, серия QM16-160 Доступно: 5шт. Арт. SP-51890 | 10752 ₴-1792₴ 8960 ₴ |
| | Тиски станочные прецизионные неповоротные L губок 160 мм, серия QM16-160 Fiхed OTTIMO Доступно: 2шт. Арт. SP-51079 | 7761 ₴-1294₴ 6467 ₴ |
| | Тиски станочные прецизионные неповоротные L губок 200 мм, серия QM16-200 Доступно: 1шт. Арт. SP-51442 | 17262 ₴-2877₴ 14385 ₴ |
| | Тиски станочные прецизионные поворотные L губок 100 мм, серия QM16-100 Swivel OTTIMO Доступно: 3шт. Арт. SP-48624 | 5147 ₴-858₴ 4289 ₴ |
| | Тиски станочные прецизионные поворотные L губок 125 мм Доступно: 2шт. Арт. SP-33939 | 8468 ₴-1412₴ 7056 ₴ |
| | Тиски станочные прецизионные поворотные L губок 125 мм, серия QM16-125 Swivel OTTIMO Доступно: 5шт. Арт. SP-48625 | 7514 ₴-1253₴ 6261 ₴ |
| | Тиски станочные прецизионные поворотные L губок 160 мм (Amaх=200 мм) Доступно: 1шт. Арт. SP-46797 | 14222 ₴-2371₴ 11851 ₴ |
| | Тиски станочные прецизионные поворотные L губок 160 мм, серия QM16-160 Swivel OTTIMO Доступно: 1шт. Арт. SP-49950 | 10391 ₴-1732₴ 8659 ₴ |
| | Тиски станочные прецизионные поворотные L губок 200 мм, серия QM16-200 Swivel Доступно: 1шт. Арт. SP-51891 | 17262 ₴-2877₴ 14385 ₴ |
| | Тиски станочные прецизионные поворотные L губок 200 мм, серия QM16-200 Swivel OTTIMO Доступно: 3шт. Арт. SP-51027 | 15176 ₴-2530₴ 12646 ₴ |
 | Тиски станочные с закрытым винтом поворотные L губок 80 мм, серия QH80 OTTIMO Доступно: 3шт. Арт. SP-51892 | 3552 ₴-592₴ 2960 ₴ |
| | Тиски станочные с закрытым винтом поворотные L губок 80 мм, серия QH80 OTTIMO Доступно: 26шт. Арт. SP-51028 | 3075 ₴-513₴ 2562 ₴ |
 | Тиски станочные с закрытым винтом поворотные L губок 100 мм QH100 Доступно: 2шт. Арт. SP-33930 | 3996 ₴-666₴ 3330 ₴ |
| | Тиски станочные с закрытым винтом поворотные L губок 100 мм, серия QH100 OTTIMO Доступно: 3шт. Арт. SP-48626 | 3568 ₴-595₴ 2973 ₴ |
 | Тиски станочные с закрытым винтом поворотные L губок 125 мм, серия QH125 Доступно: 1шт. Арт. SP-39166 | 5788 ₴-965₴ 4823 ₴ |
| | Тиски станочные с закрытым винтом поворотные L губок 160 мм QH160 Доступно: 6шт. Арт. SP-33932 | 9700 ₴-1617₴ 8083 ₴ |
| | Тиски станочные с закрытым винтом поворотные L губок 200 мм QH200 Доступно: 2шт. Арт. SP-33933 | 16523 ₴-2754₴ 13769 ₴ |
 | Тиски станочные с закрытым винтом поворотные L губок 200 мм, серия QH200 OTTIMO Доступно: 4шт. Арт. SP-52299 | 11871 ₴-1979₴ 9892 ₴ |
 | Тиски станочные с закрытым винтом поворотные L губок 320 мм, серия QY320 OTTIMO Доступно: 2шт. Арт. SP-49951 | 29872 ₴-4979₴ 24893 ₴ |
Станочные тиски — прецизионное зажимное приспособление для установки и надёжного закрепления заготовок непосредственно на рабочем столе металлорежущего станка: фрезерного, сверлильного, расточного или плоскошлифовального. В отличие от слесарных тисков, предназначенных для ручных операций на верстаке, станочные тиски работают в условиях активных усилий резания — осевых, радиальных и ударных — и поэтому изготавливаются с принципиально иными допусками на геометрию и посадочные размеры.
Станочные тиски производятся по ГОСТ 16518-96 «Тиски станочные с ручным и механизированным приводами. Общие технические условия» (введён взамен ГОСТ 14904-80). Планка «Станочная оснастка» в нашем каталоге — это оснастка профессионального производственного класса. Каждая модель выполнена по ГОСТ 14904-80 с нормированной точностью рабочих поверхностей и посадочных пазов под стол станка.
ГОСТ 16518-96 «Тиски станочные с ручным и механизированным приводами. Основные размеры» определяет типы, исполнения, основные конструктивные и присоединительные размеры станочных тисков. Стандарт устанавливает единую систему обозначений и допусков, что позволяет однозначно идентифицировать тиски по обозначению и гарантирует их совместимость со столами стандартных металлорежущих станков.
Стандарт выделяет три типа, отличающихся конструкцией губок и назначением.
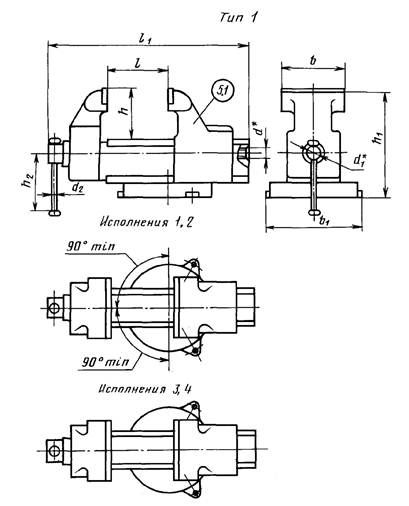
Тип 1 — тиски общего назначения. Классическая параллельная конструкция: неподвижная и подвижная губки расположены параллельно и обеспечивают равномерный прижим заготовки по всей ширине. Применяются при фрезеровании, сверлении, расточке и шлифовании деталей с плоскими и цилиндрическими поверхностями. Наиболее широкий типоразмерный ряд — ширина губок от 63 до 200 мм.
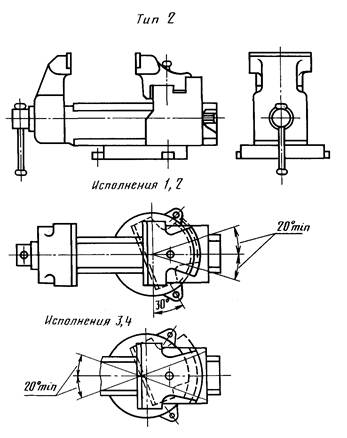
Тип 2 — тиски с поворотной губкой для фасонных деталей. Подвижная губка имеет возможность углового поворота в вертикальной плоскости, что позволяет зажимать детали с непараллельными или конусными поверхностями без применения подкладок и клиньев. Применяются в инструментальных цехах при обработке литых деталей, клиновидных заготовок и деталей со сложным профилем. Ширина губок 100–140 мм.
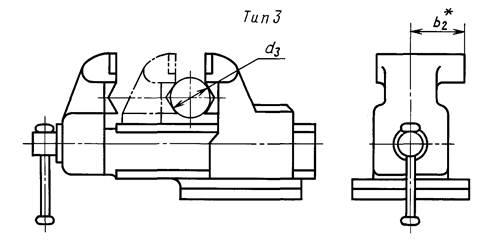
Тип 3 — тиски с дополнительными губками для труб. Оснащены призматическими вставками (дополнительными губками) для надёжного захвата цилиндрических деталей: труб, валов, прутков. Конфигурация обеспечивает контакт с круглой заготовкой по двум образующим, исключая её поворот при обработке. Применяются при сверлении, нарезании резьбы и фрезеровании труб и круглого проката. Ширина губок 80–160 мм.
По ГОСТ 16518-96 тиски всех трёх типов выпускаются в четырёх исполнениях, определяемых двумя независимыми параметрами.
Исполнение 1 — поворотные без ускоренного холостого хода. Основание тисков вращается в горизонтальной плоскости на 360° и фиксируется в произвольном положении. Это позволяет обрабатывать несколько поверхностей заготовки под разными углами без переустановки на столе станка. Привод подвижной губки — ходовой винт с трапецеидальной резьбой.
Исполнение 2 — поворотные с ускоренным холостым ходом. Поворотное основание дополнено механизмом быстрого перемещения подвижной губки: при отжатии фиксатора губка освобождается от ходового винта и перемещается вдоль направляющих вручную с минимальным усилием. Зажим окончательно затягивается только при подходе губки к заготовке — это резко сокращает время переналадки в серийном производстве.
Исполнение 3 — неповоротные без ускоренного холостого хода. Основание жёстко и неподвижно крепится к столу станка. Обеспечивает максимальную жёсткость системы «стол–тиски–заготовка», что критично при тяжёлом фрезеровании, чистовой расточке и прецизионном шлифовании. Не имеет люфтов и упругих деформаций поворотного механизма.
Исполнение 4 — неповоротные с ускоренным холостым ходом. Жёсткий неповоротный корпус в сочетании с механизмом быстрого разжима — оптимальное решение для серийного производства на специализированных рабочих местах, где ориентация тисков неизменна, но частая смена деталей требует скоростной переналадки.
Корпус А — серый чугун (СЧ20 или аналог). Обеспечивает хорошее виброгашение, достаточную жёсткость и стабильность геометрии при стандартных усилиях резания. Экономичный вариант для универсальных производств.
Корпус Б — высокопрочный чугун или стальное литьё с улучшенными характеристиками ударной вязкости. Рекомендуется при тяжёлом прерывистом фрезеровании, работе с крупными подачами и при обработке твёрдых материалов, когда вибрационные нагрузки существенно выше стандартных.
Таблица параметров поможет корректно подобрать тиски под конкретный станок и заготовку. Обозначения: b — ширина губок; b₁ — ширина корпуса; h₁ — высота тисков; l₁ — длина тисков; l — ход подвижной губки; b₂ — ширина дополнительных губок (тип 3); h — глубина рабочего пространства; d — диаметр хвостовика ходового винта; d₂ — диаметр упорного бурта или шайбы ходового винта; h₂ — высота бурта; D — диаметр наибольшей зажимаемой трубы (тип 3).
| b, мм | b₁ | h₁ | l₁ | l | h | d | d₂ | h₂ | Корп. | Исп. 1 | Исп. 2 | Исп. 3 | Исп. 4 |
| 63 | 120 | 110 | 220 | 80 | 40 | 14 | 32 | 11 | А | — | — | 7827-0319 | 7827-0355 |
| 63 | 120 | 110 | 220 | 80 | 40 | 14 | 32 | 11 | Б | — | — | 7827-0322 | 7827-0356 |
| 63 | 160 | 150 | — | 80 | 40 | 14 | 32 | 11 | А | 7827-0251 | 7827-0285 | — | — |
| 63 | 160 | 150 | — | 80 | 40 | 14 | 32 | 11 | Б | 7827-0252 | 7827-0286 | — | — |
| 80 | 140 | — | 380 | 100 | 50 | 20 | 38 | 16 | А | — | — | 7827-0323 | 7827-0357 |
| 80 | 140 | — | 380 | 100 | 50 | 20 | 38 | 16 | Б | — | — | 7827-0324 | 7827-0358 |
| 80 | 200 | 180 | — | 100 | 50 | 20 | 38 | 16 | А | 7827-0253 | 7827-0287 | — | — |
| 80 | 200 | 180 | — | 100 | 50 | 20 | 38 | 16 | Б | 7827-0254 | 7827-0288 | — | — |
| 100 | — | — | 450 | 140 | 65 | 22 | 40 | 18 | А | — | — | 7827-0325 | 7827-0359 |
| 100 | — | — | 450 | 140 | 65 | 22 | 40 | 18 | Б | — | 7827-0326 | 7827-0362 | — |
| 100 | 240 | 230 | — | 140 | 65 | 22 | 40 | 18 | А | 7827-0255 | 7827-0289 | — | — |
| 100 | 240 | 230 | — | 140 | 65 | 22 | 40 | 18 | Б | 7827-0256 | 7827-0292 | — | — |
| 125 | 250 | 200 | 500 | 160 | 75 | 26 | 42 | 20 | А | — | — | 7827-0327 | 7827-0363 |
| 125 | 250 | 200 | 500 | 160 | 75 | 26 | 42 | 20 | Б | — | — | 7827-0328 | 7827-0364 |
| 125 | 280 | 250 | — | 160 | 75 | 26 | 42 | 20 | А | 7827-0257 | 7827-0293 | — | — |
| 125 | 280 | 250 | — | 160 | 75 | 26 | 42 | 20 | Б | 7827-0258 | 7827-0294 | — | — |
| 140; 150 | 240 | — | 560 | 180 | 90 | 28 | 45 | 22 | А | — | — | 7827-0329 | 7827-0365 |
| 140; 150 | 240 | — | 560 | 180 | 90 | 28 | 45 | 22 | Б | — | — | 7827-0332 | 7827-0366 |
| 140; 150 | 340 | 300 | — | 180 | 90 | 28 | 45 | 22 | А | 7827-0259 | 7827-0295 | — | — |
| 140; 150 | 340 | 300 | — | 180 | 90 | 28 | 45 | 22 | Б | 7827-0262 | 7827-0296 | — | — |
| 160 | 320 | 280 | 600 | 200 | 100 | 30 | 48 | 24 | А | — | — | 7827-0333 | 7827-0367 |
| 160 | 320 | 280 | 600 | 200 | 100 | 30 | 48 | 24 | Б | — | — | 7827-0334 | 7827-0368 |
| 160 | 400 | 340 | — | 200 | 100 | 30 | 48 | 24 | А | 7827-0263 | 7827-0297 | — | — |
| 160 | 400 | 340 | — | 200 | 100 | 30 | 48 | 24 | Б | 7827-0264 | 7827-0298 | — | — |
| 180 | 360 | 320 | 670 | 240 | 110 | 32 | 56 | 26 | А | — | — | 7827-0335 | 7827-0369 |
| 180 | 360 | 320 | 670 | 240 | 110 | 32 | 56 | 26 | Б | — | — | 7827-0336 | 7827-0372 |
| 180 | 460 | 380 | — | 240 | 110 | 32 | 56 | 26 | А | 7827-0265 | 7827-0299 | — | — |
| 180 | 460 | 380 | — | 240 | 110 | 32 | 56 | 26 | Б | 7827-0266 | 7827-0302 | — | — |
| 200 | 400 | 360 | 800 | 280 | 115 | 36 | 60 | 28 | А | — | — | 7827-0337 | — |
| 200 | 400 | 360 | 800 | 280 | 115 | 36 | 60 | 28 | Б | — | — | 7827-0338 | — |
| 200 | 500 | 420 | — | 280 | 115 | 36 | 60 | 28 | А | 7827-0267 | 7827-0303 | — | — |
| 200 | 500 | 420 | — | 280 | 115 | 36 | 60 | 28 | Б | 7827-0268 | 7827-0304 | — | — |
| b, мм | b₁ | h₁ | l₁ | l | h | d | d₂ | h₂ | Корп. | Исп. 1 | Исп. 2 | Исп. 3 |
| 100 | 200 | 180 | 450 | 140 | 65 | 22 | 40 | 18 | А | — | — | 7827-0339 |
| 100 | 200 | 180 | 450 | 140 | 65 | 22 | 40 | 18 | Б | — | — | 7827-0342 |
| 100 | 240 | 230 | — | 140 | 65 | 22 | 40 | 18 | А | 7827-0269 | 7827-0305 | — |
| 100 | 240 | 230 | — | 140 | 65 | 22 | 40 | 18 | Б | 7827-0272 | 7827-0306 | — |
| 125 | 250 | 200 | 500 | 160 | 75 | 26 | 42 | 20 | А | — | — | 7827-0343 |
| 125 | 250 | 200 | 500 | 160 | 75 | 26 | 42 | 20 | Б | — | — | 7827-0344 |
| 125 | 280 | 250 | — | 160 | 75 | 26 | 42 | 20 | А | 7827-0273 | 7827-0307 | — |
| 125 | 280 | 250 | — | 160 | 75 | 26 | 42 | 20 | Б | 7827-0274 | 7827-0308 | — |
| 140 | 230 | — | 560 | 180 | 45 | 90 | 28 | 45 | А | — | — | 7827-0345 |
| 140 | 230 | — | 560 | 180 | 45 | 90 | 28 | 45 | Б | — | — | 7827-0346 |
| 140 | 340 | 290 | — | 180 | 45 | 90 | 28 | 45 | А | 7827-0275 | 7827-0309 | — |
| 140 | 340 | 290 | — | 180 | 45 | 90 | 28 | 45 | Б | 7827-0276 | 7827-0312 | — |
| b, мм | b₁ | h₁ | l₁ | l | b₂ | h | d | d₂ | h₂ | D труб | Корп. | Исп. 1 | Исп. 2 | Исп. 3 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 80 | 160 | 200 | 360 | 80 | 75 | 20 | 38 | 16 | — | 60 | А | — | — | 7827-0347 |
| 80 | 160 | 200 | 360 | 80 | 75 | 20 | 38 | 16 | — | 60 | Б | — | — | 7827-0348 |
| 80 | 200 | 240 | — | 80 | 75 | 20 | 38 | 16 | — | 60 | А | 7827-0277 | 7827-0313 | — |
| 80 | 200 | 240 | — | 80 | 75 | 20 | 38 | 16 | — | 60 | Б | 7827-0278 | 7827-0314 | — |
| 125 | 250 | 280 | 450 | 120 | 75 | 120 | 26 | 42 | 20 | 70 | А | — | — | 7827-0349 |
| 125 | 250 | 280 | 450 | 120 | 75 | 120 | 26 | 42 | 20 | 70 | Б | — | — | 7827-0352 |
| 125 | 280 | 330 | — | 120 | 75 | 120 | 26 | 42 | 20 | 70 | А | 7827-0279 | 7827-0315 | — |
| 125 | 280 | 330 | — | 120 | 75 | 120 | 26 | 42 | 20 | 70 | Б | 7827-0282 | 7827-0316 | — |
| 160 | 320 | 380 | 560 | 160 | 100 | 160 | 30 | 48 | 24 | 140 | А | — | — | 7827-0353 |
| 160 | 320 | 380 | 560 | 160 | 100 | 160 | 30 | 48 | 24 | 140 | Б | — | — | 7827-0354 |
| 160 | 400 | 440 | — | 160 | 100 | 160 | 30 | 48 | 24 | 140 | А | 7827-0283 | 7827-0317 | — |
| 160 | 400 | 440 | — | 160 | 100 | 160 | 30 | 48 | 24 | 140 | Б | 7827-0284 | 7827-0318 | — |
Примечания к таблицам: — Прочерк (—) означает, что данная комбинация типоразмера, исполнения и корпуса стандартом не предусмотрена. — b₁ — для поворотных исполнений (1 и 2) приводится второе значение (с поворотным основанием), для неповоротных (3 и 4) — первое (меньшее) значение. — Ширина губок 140 и 150 мм в типе 1 относится к одному типоразмеру: 140 мм — корпус А (серый чугун), 150 мм — корпус Б (высокопрочный чугун). — Полное обозначение при заказе и в конструкторской документации: например, «Тиски 7827-0263 ГОСТ 16518-96» (ранее — ГОСТ 14904-80).— тип 1, исполнение 1, корпус А, ширина губок 160 мм.
Ширина губок — главный параметр, определяющий диапазон заготовок. Подбирается с учётом максимальной ширины обрабатываемых деталей: ширина губок должна быть не меньше ширины заготовки.
Ход подвижной губки — определяет разброс размеров заготовок, которые можно зажать без замены тисков на данном рабочем месте. Для партионного производства с узким диапазоном размеров достаточен стандартный ход, для универсальных цехов — выбирайте модели с увеличенным ходом.
Исполнение (поворотное / неповоротное) — поворотные тиски (исп. 1 и 2) незаменимы при обработке деталей с нескольких сторон без переустановки. Неповоротные (исп. 3 и 4) обеспечивают на 15–25% большую жёсткость системы при одинаковых габаритах корпуса.
Ускоренный холостой ход (исп. 2 и 4) — целесообразен при времени переналадки свыше 2–3 минут в смену на данном рабочем месте. В серийном производстве окупается за первую же рабочую неделю.
Совместимость с пазами стола — перед заказом уточните ширину Т-образных пазов рабочего стола вашего станка (12, 14 или 18 мм) и межпазовое расстояние. Размеры посадочных шпонок тисков должны соответствовать пазам стола.
Технические условия на станочные тиски регламентирует ГОСТ 16518-96 — действующий актуализированный стандарт, пришедший на смену ГОСТ 14904-80 в части технических требований. Стандарт нормирует: плоскостность рабочей поверхности основания — не хуже 0,02 мм на 100 мм; параллельность рабочих поверхностей губок в сжатом положении — не более 0,02 мм; перпендикулярность подвижной губки к основанию — не более 0,04 мм; биение опорной поверхности под заготовку — не более 0,03 мм. Эти допуски обеспечивают позиционирование заготовки с точностью, достаточной для чистовых фрезерных и расточных операций.
Компания «Сплав» специализируется на металлорежущем инструменте и профессиональной станочной оснастке. Станочные тиски в нашем каталоге - реальные складские позиции с актуальными остатками. На весь ассортимент действует скидки от прайсовой цены. Минимальная сумма заказа - 300 грн. Доставка по всей Украине. По вопросам подбора тисков под конкретный станок - звоните: +38 067 579 8930.